



In the contemporary electronics landscape, the demand for high efficiency and signal integrity has completely transformed power distribution architectures. Modern processors, complex high-density server platforms, and high-frequency memory technologies like DDR5 no longer rely entirely on motherboard-level bulk step-down converters. Instead, they require localized, high-speed, and ultra-precise Voltage Regulator Modules (VRMs) and Power Management Integrated Circuits (PMICs) located immediately adjacent to the silicon dies they power.
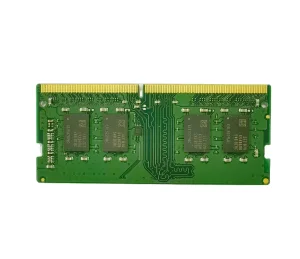
As a leading China Voltage Regulators Factory and Exporter, VoltDRAM Semiconductor has spent years researching and resolving these power bottlenecks. This technological evolution is especially evident when transitioning from legacy DDR4 platforms to next-generation DDR5 memories. In the DDR4 memory system, voltage regulation (reducing the power rail down to 1.2V) was performed on the motherboard. However, DDR5 redirects the power architecture by placing the PMIC directly on the memory module itself, converting 12V down to 1.1V locally. This shifts power regulation from a system-level challenge to a modular, hardware-level requirement, requiring micro-level SMT (Surface Mount Technology) precision and strict EMI mitigation design.
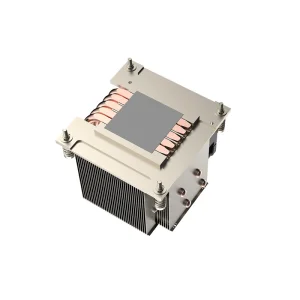
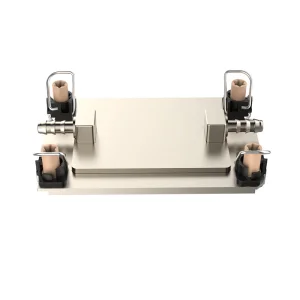
This transition ensures dramatic improvements in system-level energy efficiency and drastically decreases power rail noise. Yet, it places an immense burden on thermal management. Power components like buck converters, inductors, and MOSFETs operating in confined, high-frequency environments generate localized hot spots. This is why integrated systems—such as server motherboard VRMs (e.g., Motherboard B250 series) and high-density computing arrays—must be deployed alongside top-tier air-cooled and liquid-cooled heat sinks (such as LGA4677 liquid coolers or AM5 server heat sinks) to ensure the power delivery network remains stable and the silicon does not throttle under load.
Global enterprise buyers face a compounding list of hurdles: component lead times, supply chain disruptions, fluctuating raw material costs (like copper and high-grade aluminum), and stringent quality audits. Choosing a reliable manufacturing partner in China provides critical cost advantages alongside massive ecosystem integration.
China's manufacturing clusters, particularly in the Shenzhen region, offer access to raw semiconductor wafers, high-precision multi-layer PCB fabricators, automated assembly lines, and immediate component testing facilities. At VoltDRAM Semiconductor, our cleanroom facility covers 320–480㎡, optimized specifically for fast-turnaround prototyping and high-reliability SMT processes. We maintain a partner network of over 600–1,500 supply chain partners, guaranteeing that passive components, advanced silicon PMICs, and high-conductivity thermal substrates (like Aluminum PCBs for high-power LED and power converters) are consistently in stock and ready for deployment.
Furthermore, our team of 35–80 experienced QA inspectors and a design staff of 60–300 engineers allow us to launch between 120–450 product variants annually. This continuous iteration means that global buyers are not simply ordering catalog parts; they are collaborating with a design-focused ODM capable of tailoring copper density, component tolerances, thermal management schemes, and firmware parameters to meet regional power grid standards and environmental regulations.
High-precision SMT lines capable of mounting ultra-dense components like BGA microprocessors, inductors, and PMICs down to 01005 packages with AOI confirmation.
Our server-grade liquid and air-cooled thermal blocks are designed in tandem with VRM power phases to minimize thermal throttling and boost overall system lifespan.
Voltage regulators and power management circuits do not exist in a vacuum. They serve as the foundation of energy transition and server scaling. Below, we look at the specific macro-level solutions and localized application scenarios where our hardware configurations are deployed:
Hyperscale data centers require immense computing capacity, driven by workloads like LLM training and high-density database management. Servers built on high-power sockets (such as Intel's LGA4677 or AMD's AM5 platform) can pull up to 350W-400W per CPU socket, with transient currents reaching hundreds of Amps in nanoseconds. In these environments, multi-phase VRMs on the motherboards must deliver highly stable voltages with minimal ripple. Coupled with high-conductivity copper water coolers, these assemblies ensure continuous uptime, avoiding costly system reboots caused by transient voltage drops.
In solar array configurations, the conversion of variable DC output from solar panels into grid-tied AC electricity requires highly stable gate drivers and voltage control circuits. VoltDRAM’s custom Photovoltaic Inverter PCB Assemblies (PCBA) utilize thermal-conductive Aluminum PCBs to efficiently manage high heat loads and heavy currents, preventing component degradation and maintaining conversion efficiency levels over decades of service.
From industrial robotics to edge computing systems, power grids can experience severe noise, voltage surges, and dips. Industrial computers utilizing specialized motherboards must feature robust onboard voltage regulation to handle input fluctuations, maintaining data integrity in non-volatile memory chips (such as DDR4 or DDR5 ECC modules).



When choosing an electronics manufacturer, engineering capabilities and quality systems are the most important indicators of E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness). A professional voltage regulator factory must offer comprehensive verification steps throughout the design and manufacturing lifecycle. Here is how VoltDRAM Semiconductor ensures reliable quality standards:
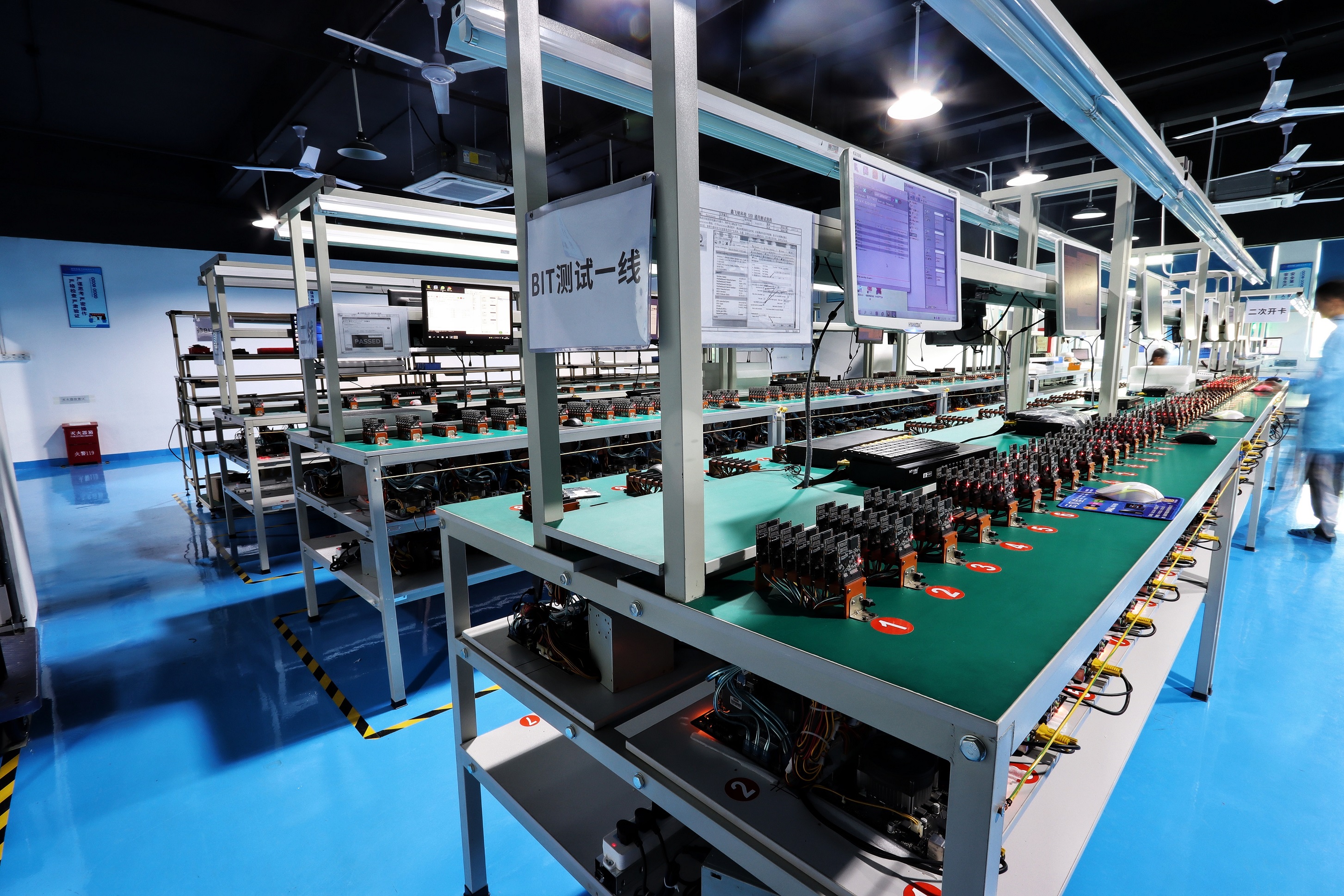
Automated 3D AOI systems scan every PCBA and memory module post-reflow, detecting solder bridging, tombstoning, and component misalignment down to the micron scale.
Components are subjected to high-temperature thermal cycling chambers under full electric load to eliminate early-stage component failures and ensure long-term stability.
Using high-frequency oscilloscopes and network analyzers, we map power distribution network impedance to ensure clean power delivery under peak transient currents.
By integrating our testing methodologies with high-grade components, we maintain strict control over parameters like ripple voltage, transient response time, and thermal resistance. This systematic approach is why system integrators, data center operators, and cloud infrastructure builders across North America, Europe, Southeast Asia, and the Middle East partner with VoltDRAM for their high-performance memory, cooling systems, and specialized PCB designs.

To assist engineering teams, purchasing managers, and supply chain directors in making informed decisions, we have compiled answers to common technical and logistical questions regarding voltage regulators and hardware manufacturing.
Moving the Power Management Integrated Circuit (PMIC) onto the DDR5 memory module allows for much closer, localized voltage regulation (reducing 12V down to 1.1V). This configuration significantly cuts power dissipation losses along long motherboard PCB traces, reduces electromagnetic interference (EMI), and provides clean, stable power directly to the DRAM dies. The result is higher system-level energy efficiency, improved signal integrity, and support for higher clock speeds.
High-performance processors (like Intel LGA4677 or AMD AM5) draw substantial current during peak processing phases, which can cause VRM components to run hot. If these components exceed safe operating temperatures, the system throttles the CPU speed to prevent permanent damage. Combining high-phase VRMs with high-conductivity copper heatsinks or liquid cooling solutions ensures these critical power delivery components stay cool, maintaining system stability under sustained workloads.
Our manufacturing workflow employs automated 3D solder paste inspection (SPI), multi-stage automated optical inspection (AOI), and functional test fixtures. For high-power PV inverter circuits, we use heavy copper cores and aluminum PCB substrates to optimize thermal transfer. These methods help protect critical switching transistors and voltage regulators from thermal degradation, ensuring long-term reliability in harsh outdoor environments.
We provide end-to-end design and manufacturing customization, including multi-layer PCB design, custom copper thickness, component layouts (e.g., placing specific VRM phases), heat sink geometry configurations, component branding, custom BIOS configurations, and tailored frequency parameters for RAM and control circuitry.
Our manufacturing facility operates under an ISO-based quality management system. Every batch of components undergoes rigorous testing, including incoming material quality control (IQC), in-circuit testing (ICT), automated optical inspection (AOI), and final functional testing. This ensures all shipped modules comply with international environmental and electrical safety standards.