Explore high-performance computing components, high-speed ECC memory modules, and specialized thermal management systems designed to support enterprise-level diagnostic operations.




How component-level reliability dictates the operational integrity of high-precision diagnostic and analytical equipment.
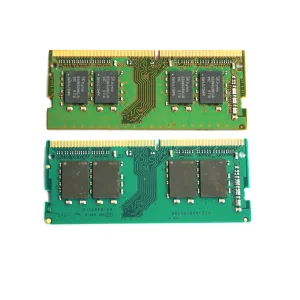
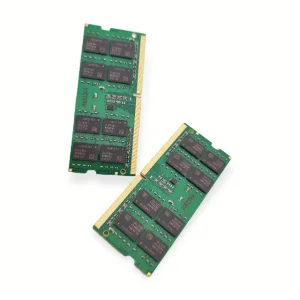
Diagnostic equipment in medical, labs, and factories runs 24/7. Standard commercial RAM and motherboards face thermal wear and electrostatic interference. Selecting Error-Correcting Code (ECC) RAM is crucial to detect and correct single-bit data corruption, preventing runtime failures.
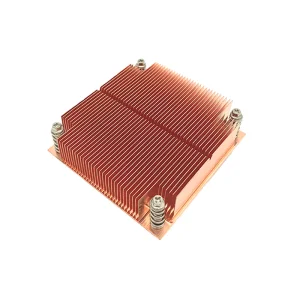
Analytical processors generate significant heat during data-heavy rendering (e.g., MRI scans or high-speed manufacturing inspection). High-TDP server heatsinks (up to 300W) prevent thermal throttling, keeping systems stable during critical diagnostics.
Modern sensors and transducer interfaces require customized multi-layer PCB layouts. Proper impedance control, isolated grounding layers, and RF integration (like Wi-Fi/Bluetooth) ensure clean signal transmission and minimize electro-magnetic noise.
Whether deploying high-speed automated optical inspection (AOI) lines or automotive OBD-II test benches, hardware stability directly affects diagnostic accuracy. Data dropouts or system lockups in medical or industrial environments can cause expensive downtime or compromise safety. By sourcing from specialized Chinese manufacturers, global procurement teams can access components built specifically for these demanding conditions.
The transition to cloud-connected diagnostics and Edge AI computing requires high-bandwidth memory architectures. Using high-density memory (DDR4/DDR5) and specialized thermal solutions ensures edge systems can run real-time machine learning inference without latency or data corruption.
Exploring the industrial clusters and supply ecosystems that drive cost-efficiency and technical agility.
Sourcing diagnostic hardware components from Chinese suppliers offers a key advantage: access to a fully integrated industrial ecosystem. In electronics clusters like Shenzhen and Dongguan, component fabrication, SMT assembly, metal casting, and regulatory compliance testing are co-located. This concentration allows for fast turnaround times, moving designs from prototype to volume production in weeks instead of months.
By co-locating raw material extraction, PCB fabrication, semiconductor packaging, and tooling design, Chinese factories reduce lead times. This allows for fast custom design changes, such as modifying heatsinks or upgrading RAM layouts.
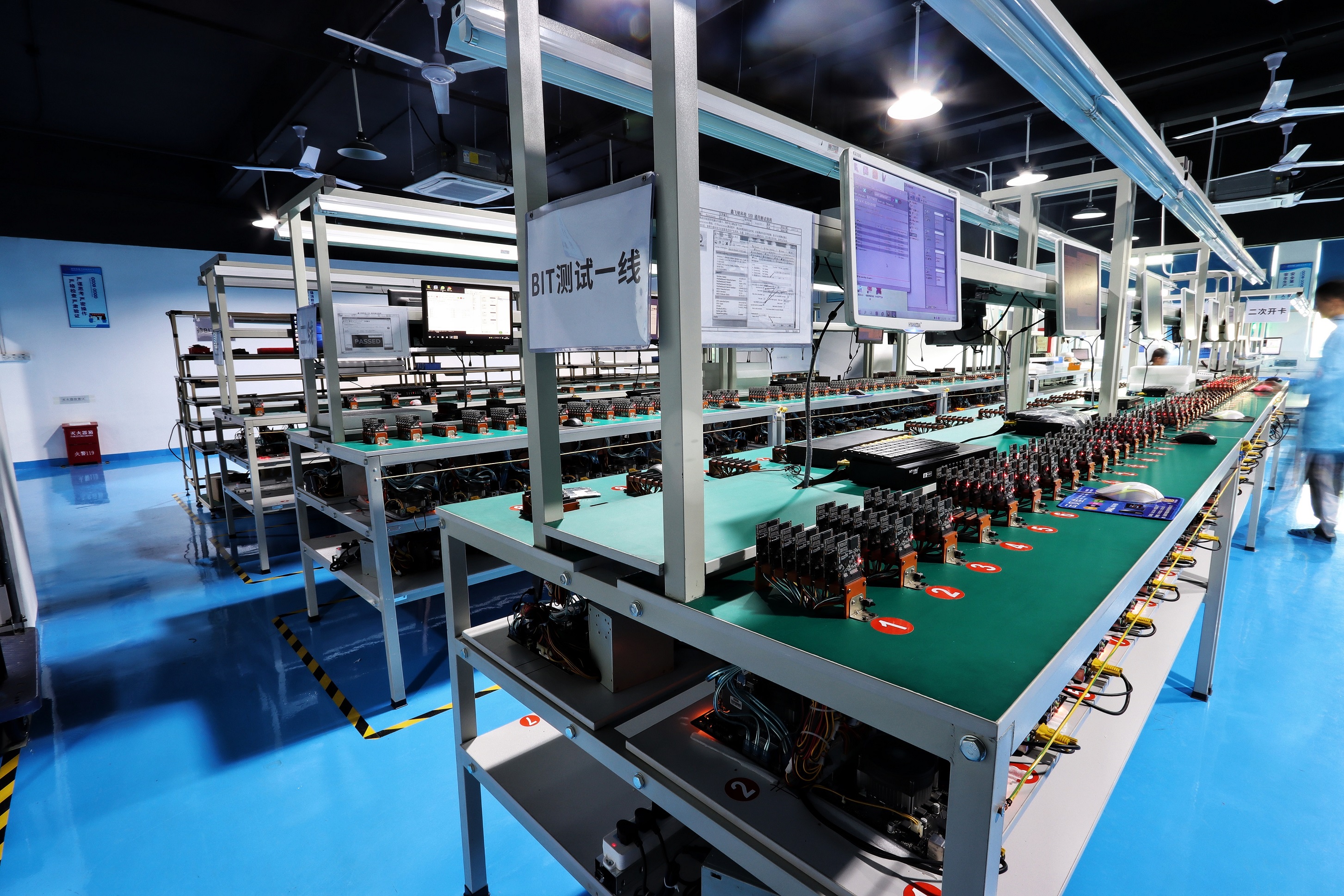
Leading factories feature advanced test labs with Automated Optical Inspection (AOI), X-ray validation, thermal shock testing, and high-frequency signal analyzers to meet international performance standards.
Chinese suppliers support both low-volume custom prototyping and high-volume mass production. This flexibility helps buyers scale up production smoothly as demand grows.
Additionally, direct raw material sourcing—such as copper for heat-pipes and high-TG laminates for PCBs—minimizes supply chain disruptions. In an era of volatile logistics costs and component shortages, working with vertically integrated manufacturers like VoltDRAM Semiconductor ensures stable production schedules and consistent pricing structures.
Navigating global regulatory frameworks to ensure smooth market entry and long-term deployment stability.
Diagnostic equipment must meet strict regional standards to ensure safety and performance. Medical diagnostic components must comply with ISO 13485 quality systems and FDA/CE certifications. Industrial hardware must meet FCC, CE Mark, and RoHS/WEEE standards for environmental safety. Partnering with a supplier that understands these frameworks is critical to avoiding customs holds and product liability issues.
Products meet CE, FCC, RoHS, and UL requirements. Our design process isolates critical high-voltage circuits and matches electromagnetic compatibility (EMC) profiles for clean integration into medical and industrial systems.
Our ISO-certified facilities track every component, from raw silicon wafers to finished memory modules and motherboards. We maintain full traceability data for compliance-heavy applications.
We provide localization services, including customized BIOS configurations, long-term product lifecycles, and direct access to Field Application Engineers (FAEs) for system integration.
Furthermore, our localization support ensures that hardware firmware (BIOS/UEFI) integrates smoothly with your software. We offer long-term lifecycle management (PCNs/EOL notices) to ensure that once a diagnostic unit is certified, replacement parts remain identical for 5 to 10 years, avoiding the need for expensive re-certification.
A specialized manufacturer of high-performance DRAM solutions, motherboards, and thermal components for global industrial computing.
VoltDRAM Semiconductor Co., Ltd. is a professional DDR5 memory manufacturer specializing in high-performance DRAM solutions for servers, PCs, and data center applications. The company was registered between 2015–2018 and has rapidly developed into a reliable global supplier in the memory industry.
Our manufacturing facility covers an area of approximately 320–480㎡, equipped with advanced production and testing lines. We generate an annual export revenue of around USD 8–18 million, with 6–9 years of export experience and 8–15 years of industry expertise in semiconductor memory development and manufacturing.
Quality is at the core of VoltDRAM. We implement strict ISO-based quality management systems, combined with automated optical inspection (AOI), electrical performance testing, burn-in testing, and reliability stress testing to ensure stable product performance. Our quality control team consists of 35–80 experienced inspectors, ensuring every batch meets international standards.
With a strong international trade background, VoltDRAM mainly serves markets in North America, Europe, Southeast Asia, and the Middle East. We maintain long-term cooperation with over 600–1,500 supply chain partners, supporting a stable and efficient production ecosystem.
Our customers include OEM/ODM brands, system integrators, data center operators, and industrial computer manufacturers. We have strong R&D capabilities focused on high-speed DDR5 architecture optimization, signal integrity improvement, and power efficiency design. We also provide full customization options, including PCB design, memory capacity configuration, frequency tuning, and branding solutions. Each year, we launch approximately 120–450 new product variants, supported by a dedicated R&D team of 60–300 engineers. Our innovation-driven approach allows us to continuously deliver competitive and high-performance memory solutions to global customers.




How our memory modules, motherboards, and cooling components are used in real-world systems.
High-speed DDR4/DDR5 ECC RAM supports the large, real-time datasets required for MRI, CT, and ultrasound 3D reconstruction. Heatsinks ensure systems run continuously in hospital environments without thermal issues.
Embedded industrial motherboards run diagnostic software in automotive workshops, connecting to OBD interfaces. Our robust PCB layouts handle high vibrations and temperature changes in service bays.
Automated Optical Inspection (AOI) systems require reliable computing to process high-resolution camera feeds. High-performance computing cores help catch defects on the assembly line in real time.
IoT gateways collect telemetry data from refinery sensors or utility grids. Low-power, reliable memory configurations allow these remote processors to operate under harsh field conditions.
Adapting hardware architectures to support next-generation diagnostic standards.
As diagnostic algorithms rely more on machine learning, data processing is moving from centralized servers to edge devices. This shift requires high-speed memory architectures (like DDR5) and powerful processor cooling to handle heavy workloads at the point of care or inspection.
Modern diagnostic units are becoming more portable. High-density, multi-layer PCBs allow designers to combine processing, memory, and communications into smaller form factors without sacrificing signal quality or thermal performance.
Regulatory bodies are raising security standards for medical and critical industrial data. ECC memory helps protect against soft errors, while secure boot features on modern motherboards help prevent unauthorized firmware changes.
Addressing key questions about compliance, sourcing, capabilities, and customized hardware solutions.
Explore industrial-grade motherboards, specialized PCBs, and high-performance server heatsinks to complete your hardware system.