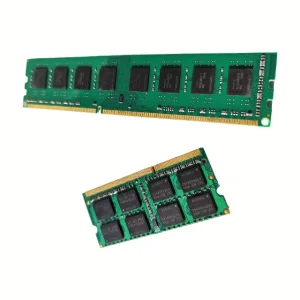
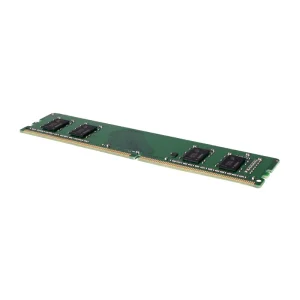
High-performance server memory modules, custom PCB architectures, and system cooling components manufactured under strict ISO quality standards.






In the digital age, secure, rapid, and highly compatible portable storage solutions remain foundational to global IT infrastructures, system distribution networks, corporate compliance environments, and high-precision industrial operations. Selecting a China USB Flash Drive Factory & Supplier goes far beyond comparing cost-per-gigabyte sheets. It requires a profound understanding of semiconductor component classifications, controller architectures, firmware robustness, and supply chain logistics.
While the market is saturated with low-grade consumer flash drives that utilize degraded wafer residues, enterprise procurement demands grade-A NAND flash memory dies paired with high-performance USB controller ICs from leading silicon providers (such as Silicon Motion, Phison, or Alcor Micro). Industrial environments require specialized hardware, including USB drives equipped with hardware-level AES-256 encryption, write-protect switches, and advanced UDP (USB Disk in Package) architectures designed to resist physical moisture, dust, and structural stress. This whitepaper serves as an industry roadmap for sourcing managers, system engineers, and OEM/ODM distributors seeking to optimize their supply chains through high-grade manufacturing facilities in China.
We source only original manufacturer dies (Samsung, Kioxia, Micron, YMTC) to guarantee high cycles of Write/Erase operations, preventing typical data loss anomalies common in cheap B-grade or down-bin alternatives.
Integrating state-of-the-art controller microcontrollers with customized firmware options supporting bad block management, wear leveling, and custom VID/PID coding.
From housing material selection (brushed aluminum, zinc alloy, bio-degradable straw plastics, secure silicone) to laser engraving, dual-partition boot sector preloads, and custom packaging designs.
Delivering state-of-the-art DRAM architectures, custom PCBA layouts, and enterprise-grade storage systems with verified production efficiency.
Originally established and registered between 2015–2018, VoltDRAM Semiconductor Co., Ltd. has evolved into a premier high-tech enterprise specializing in high-performance DRAM memory solutions and advanced microelectronics assemblies. With our main manufacturing facility covering a specialized footprint of 320–480㎡, we maintain a highly optimized, high-yield production line dedicated to server memory architectures, computer systems, and high-reliability industrial printed circuit designs.
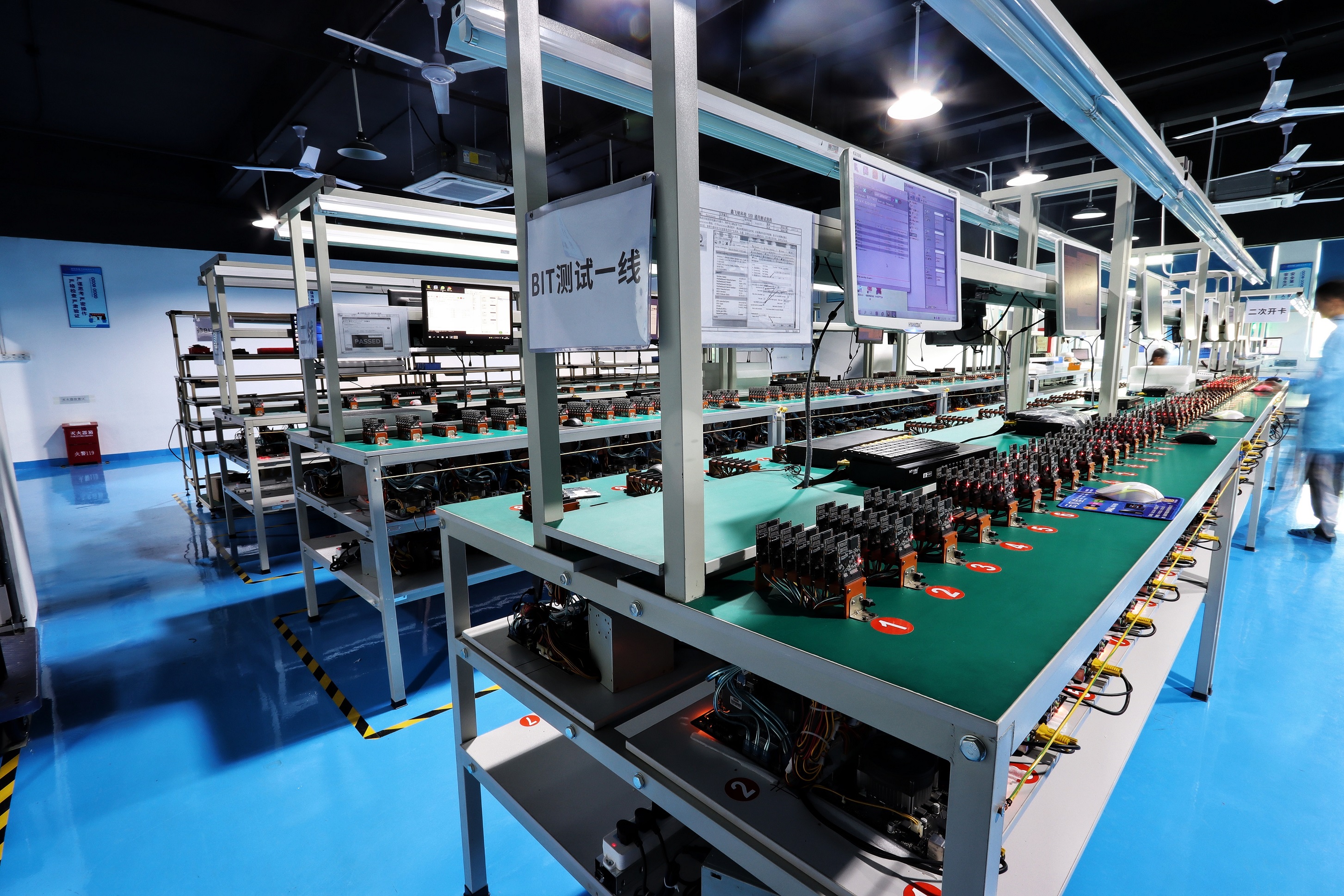
Quality and precision are the core pillars of VoltDRAM. We utilize a comprehensive suite of semiconductor inspection methodologies, incorporating Automated Optical Inspection (AOI), multi-frequency electrical performance screening, intensive burn-in testing, and extreme environmental stress evaluations. Guided by our ISO-based quality management structures, our quality control team includes 35–80 expert inspectors, ensuring that every memory module, PCBA board, and storage solution delivers faultless MTBF (Mean Time Between Failures) metrics.
VoltDRAM represents a powerful fusion of engineering expertise and international trade capability. Backed by 8–15 years of industry expertise and 6–9 years of global export operations, we generate an annual export volume of USD 8–18 million, serving critical projects across North America, Europe, Southeast Asia, and the Middle East. Through a deep-rooted supply chain network consisting of over 600–1,500 partners, we secure first-tier chip allocations, allowing us to insulate our clients from sudden global semiconductor price volatility.




Analyzing how flash storage architecture is adapting to next-generation interfaces and demanding environmental conditions.
The global storage market is undergoing a rapid transition. The legacy USB 2.0 and USB 3.0 interfaces are actively being succeeded by USB 3.2 Gen 1, Gen 2, and Type-C / USB4 technologies. As smart devices, high-resolution surveillance systems, and automotive systems generate massive volumes of local data, flash drives are shifting from simple consumer storage to specialized system-critical solutions.
Industrial IoT & Embedded Systems: Modern factories rely on USB drives configured as boot media for PLC controllers, numerical machines, and localized server nodes. Under these setups, standard MLC or TLC NAND is configured with pseudo-SLC (pSLC) write profiles to offer up to 10 times the endurance of traditional media, guaranteeing performance across wider temperature scales (-40°C to 85°C).
Secure Corporate & Government IT Deployments: Financial institutions, medical networks, and government bureaus require physical data security. Our advanced firmware options allow us to deliver hardware write-protected partitions, secure read-only configurations, custom vendor identifiers (VID/PID) for network whitelist compatibility, and integrated physical switches to block write access and protect host networks from cross-device malware execution.
Dual Interface & On-The-Go (OTG) Integration: With mobile devices becoming central computing units, dual-connector designs featuring both standard USB-A and USB-C inputs allow cross-device file transfer without needing conversion hubs. This minimizes interface strain and provides reliable data access for users in the field.
Customizing write-protection switches, security firmware blocks, and partition locks to insulate high-security corporate networks from outside threats.
High-speed controllers pushing sequential read values past 400 MB/s, supporting rapid large-format media and backup deployments.
Providing high-end write-cycle endurance for industrial environments, medical imaging hardware, and IoT edge storage.
Why the Pearl River Delta remains the global epicentre for memory component manufacturing and logistical performance.
The manufacturing ecosystem in Southern China, particularly the Shenzhen-Dongguan-Guangzhou corridor, provides unparalleled supply chain integration. In this region, raw wafer cutting, package encapsulation, PCB manufacturing, SMT assembly, controller design, and plastic/metal casing creation occur within a 50-kilometer radius. This proximity enables unprecedented responsiveness to engineering adjustments and short production turnaround schedules.
Furthermore, this highly integrated ecosystem allows factories to source components directly from domestic silicon foundries and global wafer suppliers, bypassing intermediate brokers. By utilizing automated optical inspection (AOI) and advanced testing platforms directly inside the production flow, factories can manage production costs while ensuring high yield quality. Global buyers benefit from this centralized logistics network, gaining access to prompt sea, air, and express freight routes that minimize lead times to global distribution centers.
Our manufacturing processes are verified by international testing agencies to ensure legal compliance and physical safety.
Importing storage electronics into heavily regulated markets like North America and the European Union requires complete adherence to regional directives. Top-tier China manufacturers prioritize environmental and electronic safety standards to ensure clients face zero issues at customs check-points:
Critical procurement, engineering, and manufacturing questions answered by our semiconductor experts.
Browse our production line additions, containing enterprise DDR4 units, set-top PCBA systems, and extreme thermal cooling systems.







