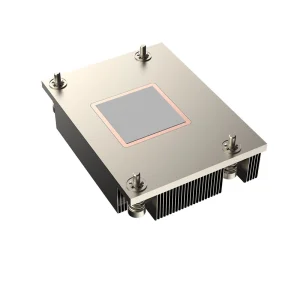
Featured semiconductor interfaces, heat sinks, and PCB solutions critical for power routing and high-efficiency thermal extraction in UVC systems.






The global transition from traditional mercury-arc lamps to solid-state Ultraviolet-C Light Emitting Diodes (UVC LEDs) represents a major technological leap. Operating within the deep ultraviolet spectrum—specifically between 200nm and 280nm (with peak germicidal efficacy residing at 260nm–270nm)—UVC radiation destroys the molecular bonds of DNA and RNA in pathogens. This halts cellular replication and renders bacteria, viruses, and protozoa harmless without chemical residuals.
While mercury vapor lamps have historically dominated municipal water and industrial sanitization, they present severe environmental liabilities, high power consumption, fragile housing requirements, and long warm-up cycles. UVC LEDs offer a compact footprint, instant-on switching capabilities, low-voltage direct current (DC) operation, and mercury-free eco-compatibility. However, transitioning to UVC LEDs requires solving two key engineering hurdles: improving Wall Plug Efficiency (WPE) and managing heat generation. Because typical AlGaN (Aluminum Gallium Nitride) semiconductor structures convert only 3% to 10% of input electrical energy into optical energy, the remaining 90%+ is lost as heat. Efficient thermal dissipation via advanced copper substrates and active heatsink systems is crucial for maintaining LED performance and service life.
In high-power UVC deployment, the thermal interface resistance ($R_{th}$) determines the junction temperature of the LED chip. For every 10°C rise in junction temperature, the optical lifetime (L70) of the LED can drop by up to 50%. This creates a direct dependency on metal-core PCBs (MCPCBs), copper-composite motherboards, and passive air-cooled or liquid-cooled heat sink designs (similar to those optimized in server environments) to ensure continuous industrial operations.
Comprehensive industry evaluation based on technology maturity, peak power output, Wall Plug Efficiency (WPE), thermal integration, and supply chain strength.
| Rank | Manufacturer / Brand | Primary Substrate Tech | Efficacy (WPE) | Core Application Focus | Supply Chain Strength |
|---|---|---|---|---|---|
| 1 | Nichia Corporation (Japan) | Sapphire / AlN Template | High (8%-10%) | High-flow municipal water, industrial disinfection | Global distribution, strong IP protection |
| 2 | Crystal IS (Asahi Kasei - USA) | Native AlN (Aluminum Nitride) | High (7%-9%) | Life sciences instrumentation, point-of-use water | Dedicated US manufacturing, Japanese backing |
| 3 | Seoul Viosys / Sensor Electronic Technology (SETi) (S. Korea/US) | Violeds Technology on Sapphire | High (8%-11%) | HVAC, automotive cabin purification, surface sanitization | Mass production scalability, extensive patent portfolio |
| 4 | Stanley Electric Co., Ltd. (Japan) | AlN Substrates | Medium (5%-8%) | Automotive water sterilization, commercial humidifiers | Strict Japanese quality standards, OEM automotive integration |
| 5 | ams OSRAM (Germany / Austria) | Sapphire-based high-power packaging | Medium (6%-8%) | Home appliances, consumer electronics, industrial processing | Broad international network, automotive supplier pedigree |
| 6 | Violumas (USA / Taiwan) | Flip-Chip on AlN Substrates | High (7%-10%) | High-power arrays, horticultural/scientific lighting | Highly customized thermal packaging solutions |
| 7 | San'an Optoelectronics (China) | Sapphire Epilayers | Medium (5%-7%) | High-volume consumer goods, water dispensers, air units | Massive scaling capacity, raw material price advantage |
| 8 | Lextar Electronics (Ennostar Group) (Taiwan) | Vertical Chip on Ceramic Substrates | Medium (5%-7%) | White goods, localized air purification modules | Integrated optoelectronic group supply lines |
| 9 | Toyoda Gosei Co., Ltd. (Japan) | GaN-on-Sapphire structures | Medium (4%-6%) | Automotive applications, drinking water sanitation | Deep ties to automotive supply networks |
| 10 | VoltDRAM Semiconductor (Partner Ecosystem) (China) | MCPCB & High-Thermal Driver Board Integration | System-Level High | High-current high-power driver circuitry, SMT assembly, thermal heatsinks | ISO certified facility, rapid SMT turnaround, custom PCB designs |
Manufacturers like Nichia and Crystal IS focus on optimizing the AlGaN epi-layers to maximize output per chip. Using native AlN substrates minimizes lattice mismatches and dislocation densities, allowing driving currents up to 350-700mA. This outputs optical power levels above 100mW per emitter—a critical threshold for industrial liquid flow disinfection.
Companies like VoltDRAM Semiconductor specialize in the critical engineering surrounding the UVC LED package. By manufacturing the custom double-layer PCBs, thermal-composite motherboards, and specialized passive copper AM5/LGA cooling blocks, VoltDRAM provides the system-level thermal architecture needed to run deep-UV emitters continuously without thermal runtime degradation.
Analyzing how engineering decisions adapt UVC LED technology to residential, commercial, and heavy-duty industrial platforms.
Integrated directly inside household faucets, under-sink purification systems, and commercial beverage dispensers. The UVC module activates instantly when water flows, using minimal power. The compact size of the LED allows it to be placed directly at the point of discharge, eliminating the risk of downstream microbial colonization.
Commercial heating, ventilation, and air conditioning (HVAC) systems use high-power UVC LED arrays to continuously irradiate the air stream and coils. By sterilizing airborne fungal spores, bacteria, and viral particles moving at high velocities, these systems improve indoor air quality (IAQ) and prevent bio-slime accumulation on cooling coils, which helps maintain heat exchange efficiency.
Integrated into hospital robots, hand-held sanitization wands, and surgical instrument enclosures. Using 222nm (Far-UVC, safe for human skin interaction) or 265nm LEDs, these devices disinfect critical touch surfaces in patient rooms, operating suites, and laboratories within seconds, reducing hospital-acquired infections (HAIs).
The roadmap for UVC LED development revolves around improving External Quantum Efficiency (EQE) and light extraction techniques. Currently, a significant portion of generated light is trapped inside the AlGaN layers due to internal reflection. Research is focused on structured sapphire substrates (PSS), thin-film designs, and customized encapsulation materials that resist degradation under high-energy UV exposure.
From an engineering perspective, thermal management remains a critical performance bottleneck. While standard lighting LEDs can run on simple aluminum circuit boards, UVC LEDs require advanced materials. High-power density designs use direct-bonded copper (DBC) or ceramic substrates paired with high-performance copper or aluminum composite heat sinks to channel heat away from the diode junction. This thermal stability is essential to maintain optical efficiency over long operating lifetimes.
Running a UVC LED without a dedicated heatsink can cause it to burn out in seconds. Integrating robust thermal systems—like 1U/2U passive copper server-grade heatsinks or heat-pipe modules—allows manufacturers to drive the diodes at maximum power, ensuring stable UV output and consistent sterilization rates.
Peak Germicidal Wavelength
MTBF Lifetime Hours Goal
Single Chip Target Output
Heat Dissipation Requirement
Over the next five years, the industry expects WPE to double as epitaxial growth techniques mature. This progress will open up new applications, such as high-flow municipal water treatment and large-scale industrial processing plants, where solid-state UV technology can replace aging mercury lamp systems.
The global dominance of Chinese manufacturing in the electronics and semiconductor sector is driven by integrated supply chain networks. For UVC LED systems, this ecosystem brings together raw sapphire material processors, high-precision MOCVD epitaxial growth facilities, packaging companies, and automated electronic assembly plants into a single, cohesive hub.
This localized supply chain allows for rapid design-to-prototype cycles that are hard to replicate elsewhere. High-precision SMT (Surface Mount Technology) assembly lines can mount delicate UVC dies onto custom thermal substrates, package them with driver circuitry, and match them with custom cooling blocks in just a fraction of the usual development time. This integrated approach ensures consistent quality, optimized thermal performance, and lower production costs.
VoltDRAM Semiconductor Co., Ltd. is a professional DDR5 memory manufacturer specializing in high-performance DRAM solutions for servers, PCs, and data center applications. The company was registered between 2015–2018 and has rapidly developed into a reliable global supplier in the memory industry.
Our manufacturing facility covers an area of approximately 320–480㎡, equipped with advanced production and testing lines. We generate an annual export revenue of around USD 8–18 million, with 6–9 years of export experience and 8–15 years of industry expertise in semiconductor memory development and manufacturing.
Quality is at the core of VoltDRAM. We implement strict ISO-based quality management systems, combined with automated optical inspection (AOI), electrical performance testing, burn-in testing, and reliability stress testing to ensure stable product performance. Our quality control team consists of 35–80 experienced inspectors, ensuring every batch meets international standards.
With a strong international trade background, VoltDRAM mainly serves markets in North America, Europe, Southeast Asia, and the Middle East. We maintain long-term cooperation with over 600–1,500 supply chain partners, supporting a stable and efficient production ecosystem.
Our customers include OEM/ODM brands, system integrators, data center operators, and industrial computer manufacturers. We have strong R&D capabilities focused on high-speed DDR5 architecture optimization, signal integrity improvement, and power efficiency design. We also provide full customization options, including PCB design, memory capacity configuration, frequency tuning, and branding solutions.
Each year, we launch approximately 120–450 new product variants, supported by a dedicated R&D team of 60–300 engineers. Our innovation-driven approach allows us to continuously deliver competitive and high-performance memory solutions to global customers. By leveraging our deep expertise in high-speed, high-density semiconductor assembly and thermal design, we also supply critical substrate routing, SMT assembly, and custom thermal management components for high-power industrial UVC LED arrays.
Crucial standards for global commercialization, ensuring electrical safety, optical efficacy, and environmental compliance.
UVC sanitizing hardware must be registered with the United States Environmental Protection Agency (EPA) as pest-control devices. For medical settings, products require FDA 510(k) clearance to certify their disinfection performance against healthcare-associated pathogens.
Industrial UVC systems must meet standards like UL 8802 (covering UV germicidal systems) and CE electrical guidelines. These standards ensure the equipment is electrically safe and includes proper safety interlocks to prevent accidental human exposure to UV radiation.
A key environmental advantage of UVC LEDs over mercury lamps is compliance with RoHS (Restriction of Hazardous Substances) and WEEE directives. The diodes contain no mercury, simplifying disposal, recycling, and international transport.
Expert technical answers to common questions about selecting, designing, and operating UVC LED systems.
Discover our SMT assemblies, multi-layer PCBs, and advanced cooling systems designed to optimize performance and thermal management.







A look inside our ISO-certified facilities, featuring high-speed SMT assembly, automated testing, and precise thermal substrate manufacturing.