Advanced Electronic Manufacturing Solutions for the Nordic Industrial Ecosystem
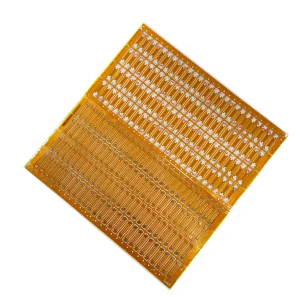
Send Inquiry NowIn the rapidly evolving technological landscape of Norway, the demand for precision-engineered Double/Single Sided PCBs is surging. From subsea sensor networks in the North Sea to advanced automation in hydroelectric power generation, reliability is non-negotiable. As a premier PCB manufacturer, we provide the backbone for Norway's sustainable technology revolution, offering high-performance, heat-resistant, and high-conductivity boards tailored to local industrial standards.
Understanding the unique requirements of the Norwegian market, we adhere to strict ISO and RoHS standards. Our production lines are optimized for high-mix, low-volume requirements often found in specialized Norwegian R&D projects.
As sustainability is central to Norway's economy, our manufacturing processes prioritize energy efficiency, reduced chemical waste, and recyclable substrate materials to support your ESG goals.
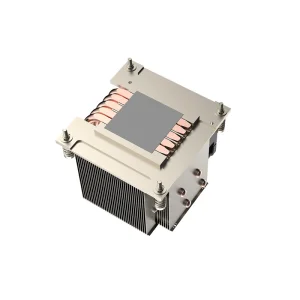
Our R&D team is constantly pushing the boundaries of PCB technology. We are currently investing in Signal Integrity Optimization for High-Speed Digital boards and Thermal Management Solutions using aluminum substrates for the harsh Nordic climate.
Q: Do you support shipping logistics to Norway?
A: Yes, we provide full logistics support, including DDP (Delivered Duty Paid) options to ensure seamless transit to your Norwegian facility.
Q: Can you handle custom PCB designs?
A: We specialize in OEM/ODM services. Our engineering team works directly with your CAD files (Gerber/ODB++) to ensure precision manufacturing.
Q: What is the lead time for PCB prototyping?
A: We offer accelerated prototyping services, often delivering initial samples within 5-10 business days for standard board types.
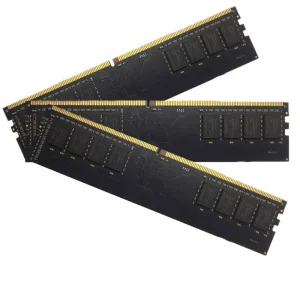
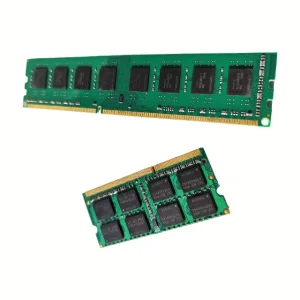
VoltDRAM Semiconductor Co., Ltd. is a professional DDR5 memory and PCB manufacturer specializing in high-performance solutions for servers, PCs, and data center applications. Registered between 2015–2018, we have developed into a reliable global supplier with a 320–480㎡ manufacturing facility, generating USD 8–18 million in annual exports.
Our commitment to quality is backed by strict ISO-based systems, AOI testing, and a dedicated team of 35–80 inspectors. We serve markets in North America, Europe, and beyond, supporting over 600–1,500 supply chain partners. With a 60–300 engineer R&D team, we launch 120–450 new product variants annually, ensuring your business stays ahead of the technology curve.